Keep the mechanics you trust. Replace the controls letting them down.
When control hardware fails, goes end-of-life, or simply cannot keep pace with what you need the machine to do, a re-control is often the most cost-effective path forward. You keep the mechanical investment. You replace the brain.
Not every control problem needs a re-control. But when it does, it’s usually obvious.
Spares no longer exist — the original PLC or drive is discontinued and the last compatible cards are on eBay at three times their original value.
Software is unsupported — the programming environment requires a laptop running Windows XP in offline mode and nobody on site is sure where the backup is.
The machine has outgrown its controls — production requirements have changed, tolerances have tightened, or safety standards have moved on and the original system cannot be adapted.
Downtime risk is unacceptable — one failed card stands between you and weeks of lost production, and everyone on site knows it.
Typical deliverables
- Architecture and IO plan aligned to devices, terminals, cables and naming conventions
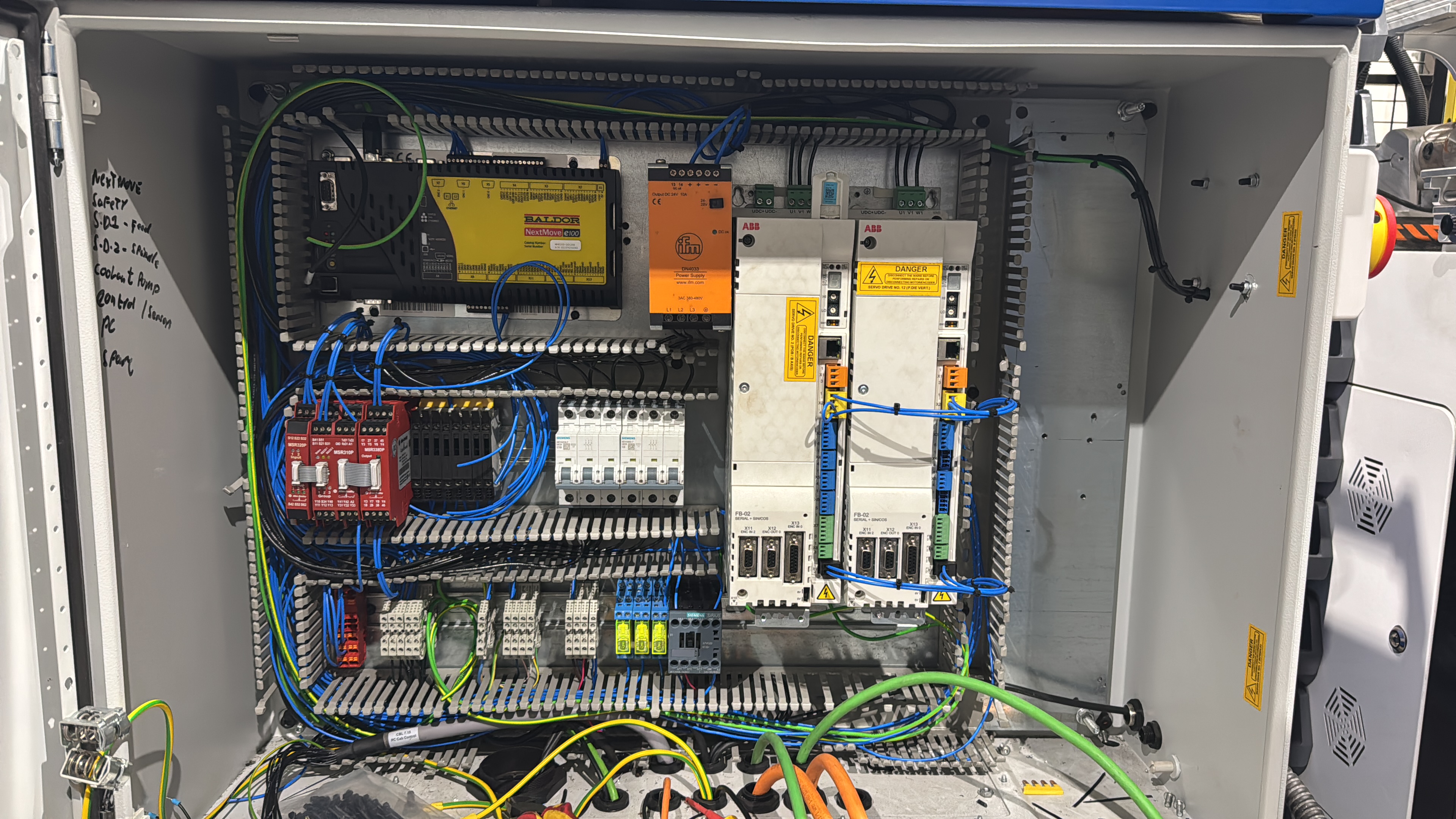
- Panel build or rebuild — wiring layout, cable management, and safety / enable chain design
- PLC structure with clear interlocks, sequences, recovery logic and alarm handling
- Operator-focused HMI screens with useful diagnostics, not just status lights
- Commissioning records, acceptance checks and a handover pack that stays useful
Scope notes
Minor mechanical changes — brackets, sensor mounts, simple tooling — can sit inside the same package. Platforms: Siemens, Allen-Bradley, TRIO are preferred for efficiency. Other platforms can be accommodated — I'll tell you upfront if that changes the timeline or cost.
Scoped, structured and delivered. No open-ended day rates.
Most re-control projects follow a predictable pattern: initial audit (site visit or remote, depending on what you can share), proposal with defined scope and fixed cost, design and build off-site where possible, on-site commissioning, and a handover pack.
I work directly — there are no account managers between you and the engineer doing the work, and no subcontractors marked up as senior engineers. When you deal with me, I am the person who shows up.
What good commissioning looks like
- IO checkout and sensor / actuator validation before any sequencing runs
- Enable chain confirmation and proof of safe states
- Fault reproduction and root-cause diagnostics where issues arise
- Operator usability pass before handover
What you keep
- Known-good PLC and drive backups with version notes
- Acceptance checklist aligned to the machine’s safety and operational behaviour
- Recommended spare parts list based on what is actually fitted
- Direct contact for questions after handover — not a support portal
A hydraulic press built and commissioned over one weekend to save an aerospace production trial.
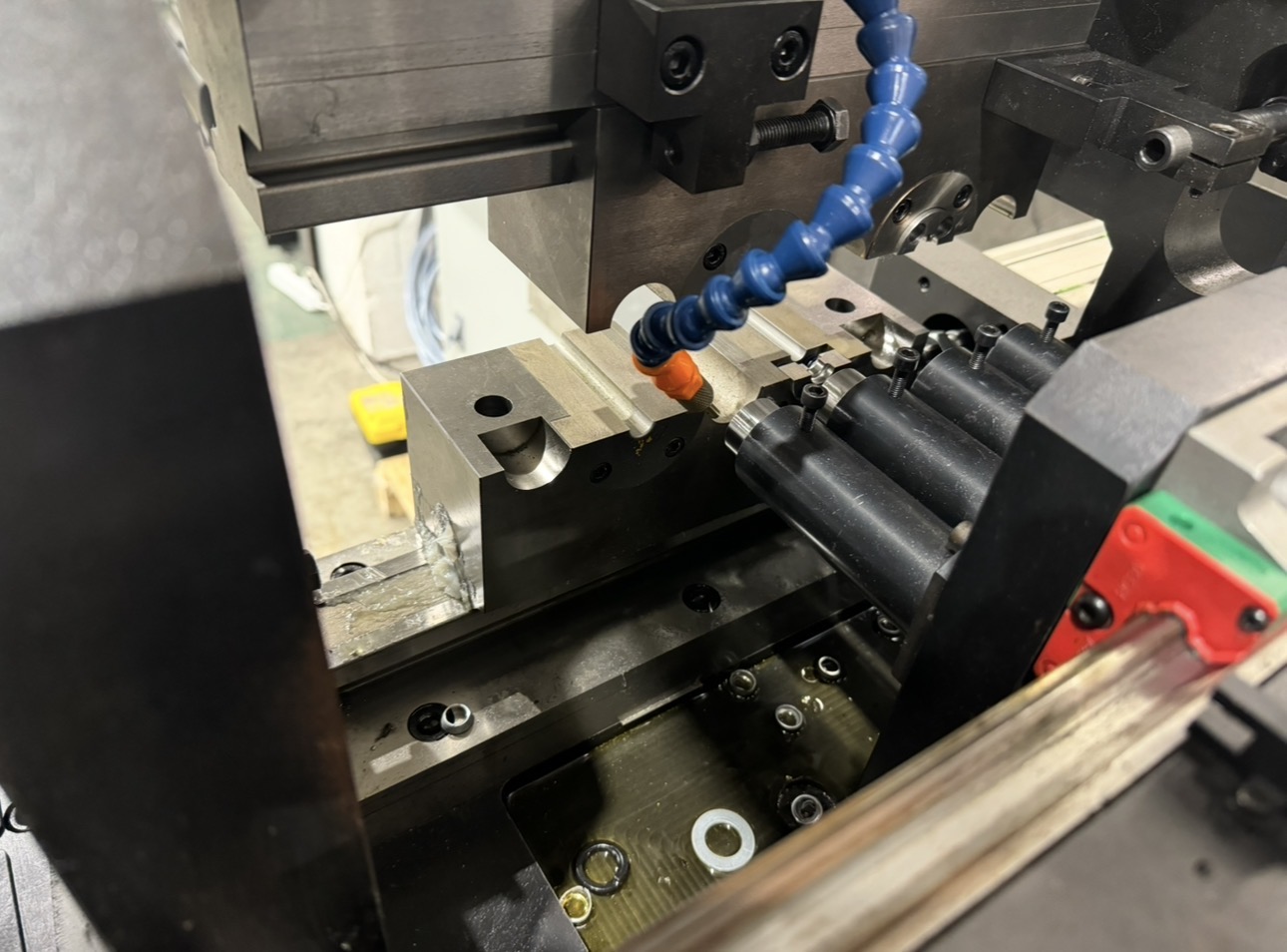
A servo-actuated test machine failed mid-trials on a Friday. The cracked clamp block needed re-wire EDM and hardening — three weeks of lead time. The aerospace customer could not wait three weeks.
By Sunday night, a hydraulic press had been designed, built, and commissioned from scratch: fabricated frame, hydraulic circuit plumbed from a pump I had on hand, IO-Link pressure switches and hubs wired and configured, soft starter installed, HMI built, and the pre-existing PLC in my automation cell reprogrammed and wired in to keep costs down. Tooling shimmed and aligned. Machine commissioned.
The aerospace trials continued on Monday morning. The tube production cell shown in this video — also built for Unison and commissioned on-site in Ohio, USA — is the broader context for that relationship.
Tell me about your machine
Describe the machine, the platform, and the situation. If you have photos of the panel or existing drawings, even better. I will tell you whether a re-control makes sense and what it would involve.
Related services: Siemens Motion ControlFANUC Robot IntegrationTraining & Consultancy